معدات لحام الليزر ثلاثية الأبعاد: دليل شامل لتحليل التكنولوجيا الأساسية وسيناريوهات التطبيق
أصبحت معدات لحام الليزر ثلاثية الأبعاد أداة أساسية في التصنيع الحديث ، بفضل مزاياها مثل الدقة العالية والكفاءة العالية والتأثير الحراري المنخفض. تتيح هذه التكنولوجيا المعالجة بدون اتصال عن طريق تركيز شعاع الليزر. وهي مناسبة لحام الأسطح المنحنية ثلاثية الأبعاد المعقدة وتظهر قيمة لا يمكن استبدالها ، خاصة في الصناعات ذات القيمة المضافة العالية.
أولا - المبادئ والمزايا التقنية الأساسية
1. التحكم بالليزر عالية الدقة
معدات لحام الليزر ثلاثية الأبعاديستخدم الليزر الألياف وأنظمة التحكم الرقمية لضمان كثافة الطاقة المركزة. يمكن أن يصل عمق بركة اللحام المذابة إلى مستوى الملليمتر ، وعرض اللحام 0.1 - 0.3 مم فقط ، مما يقلل بشكل كبير من خطر تشوه المادة. يمكن التحكم في خطأ دقته في حدود ± 0.05 مم ، مما يجعله مناسبًا لمعالجة أجزاء دقة على مستوى الميكرون.
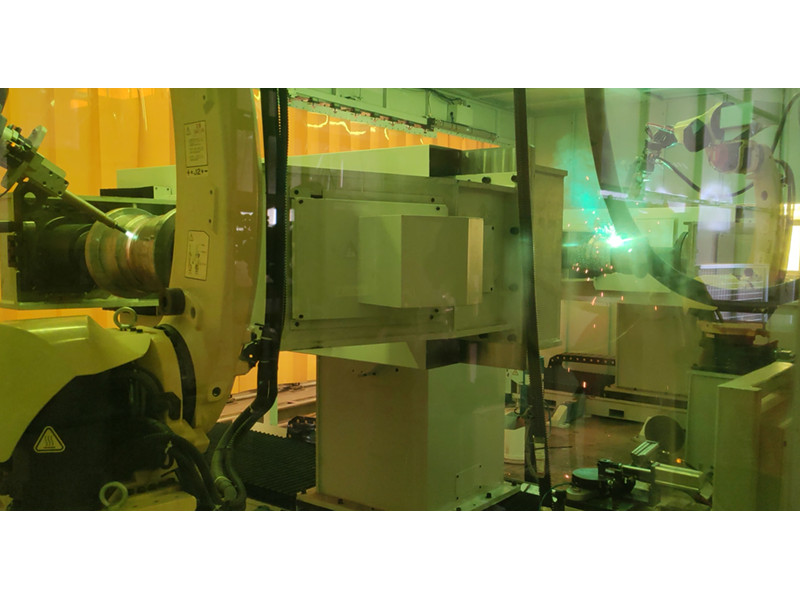
2. ربط المحور الستة ودمج الأتمتة
من خلال دمج رأس لحام الليزر مع روبوت صناعي ذو ستة محاور، يمكن للمعدات أن تقوم باللحام على طول أي مسار في مساحة ثلاثية الأبعاد. وتتيح تقنية التركيز الديناميكي، جنبا إلى جنب مع خوارزميات تخطيط المسار الذكية، تشكيل لحام السطح المنحني المعقد مرة واحدة، مما يزيد من كفاءة الإنتاج بأكثر من 40٪.
3. قابلية التكيف متعددة المواد
يدعم لحام مختلف المواد المعدنية المختلفة مثل الفولاذ المقاوم للصدأ، سبيكة الألومنيوم، سبيكة التيتانيوم، والنحاس، كسر قيود العمليات التقليدية. باستخدام تقنية تعديل النبض ، يتم تقليل مدخلات الحرارة بنسبة 60 ٪ ، مما يتجنب بشكل فعال تشكيل المراحل الهشة وضمان قوة المفصل الملحوم.
ثانياً. تحليل مجالات التطبيق الأساسية
1. تصنيع السيارات
يستخدم لحام الأجزاء الهيكلية للجسم ، وختم حزم البطارية ، وحام ستاتورات المحرك. يمكن أن تصل سرعة المعالجة إلى 10 م / دقيقة ، وتمسومة اللحام أقل من 0.5٪. في مجال مركبات الطاقة الجديدة ، يتجاوز معدل العائد لوحدات البطارية الملحومة بالليزر 99.8٪.
2- الطيران والفضاء
وهو يتيح العمليات الرئيسية مثل إصلاح شفرات المحرك وحام خيوط الجلد. قوة التعب في اللحام أعلى بنسبة 30٪ من قوة اللحام التقليدي TIG. يمكن لنظام ربط المحاور الخمسة إكمال لحام خطوط الأنابيب الدقيقة بقطر أقل من 0.5 مم.
3. الإلكترونيات الدقيقة
في سيناريوهات مثل تغليف المستشعر وحام مصدر الحرارة، يمكن التحكم في المنطقة المتأثرة بالحرارة في حدود 50 ميكروم. مع نظام تحديد الموقع الرؤية ، تصل دقة تحديد الموقع إلى ± 0.01 مم ، مما يلبي معايير إنتاج الأجهزة الإلكترونية الدقيقة.
ثالثا - المؤشرات الرئيسية لاختيار المعدات
1. قوة الليزر وطول الموجة
للمعالجة المنتظمة ، ينصح بالليزر الأليفي 1000 - 6000 واط. الطول الموجي 1064 نانومتر مناسب لحام لوحات رقيقة ، في حين أنه لمعالجة لوحات سميكة ، يوصى بمعدات الطول الموجي القصير 976 نانومتر لتحسين امتصاص الطاقة.
2. نظام التحكم في الحركة
يجب إيلاء الاهتمام لدقة تحديد الموقع المتكررة للروبوت (المقترح أن تكون ≤ ± 0.03 مم) ، وأقصى مدى للذراع (المعيار الصناعي هو 1.4 - 2.2 م) ، وسرعة الحركة (يجب أن تكون ≥ 180 درجة / ثانية).
3. قاعدة بيانات العملية
معدات عالية الجودة لديها أكثر من 200 قالب معايير لحام مدمجة ، وتدعم ضبط في الوقت الحقيقي لأشكال موجات الطاقة ، وهي مناسبة لمتطلبات معالجة سماك اللوحات من 0.2 إلى 12 مم.
رابعا - اتجاهات تنمية الصناعة
في عام 2024، تجاوز حجم السوق العالمية 5.2 مليار دولار، ومن المتوقع أن يكون معدل نمو سنوي مركب بنسبة 8.7٪ بحلول عام 2030. يركز الابتكار التكنولوجي على ثلاثة اتجاهات رئيسية:
- الترقية الذكية: سيزداد معدل تكامل أنظمة الكشف عن العيوب الذكاء الاصطناعي إلى 75٪.
- المعالجة المركبة: ستشكل المعدات التي تدمج وحدات متعددة من اللحام والقطع والتنظيف أكثر من 40٪.
- التصنيع الأخضر: ستصبح نماذج الطاقة المنخفضة مع انخفاض بنسبة 30٪ في استهلاك الطاقة التيار الرئيسي للمشتريات.
خامسا - اقتراحات بشأن استخدام المعدات
1. التحقق من العملية
يوصى باختبار المعلمات الرئيسية مثل عمق الاختراق وشكل اللحام من خلال اللحام التجريبي وإنشاء قاعدة بيانات رسم الخرائط للمواد والمعايير.
2. استراتيجية الصيانة
يجب معايرة نظام المسار البصري كل 500 ساعة ، ويجب استبدال العدسة الواقية كل 2000 ساعة. ينصح باستخدام تطهير النيتروجين لحماية رأس انتاج الليزر.
3. لوائح السلامة
يجب تجهيز نظام حماية السلامة من الفئة الأولى. يجب وضع ستارة ضوئية حمراء أو أرضية استشعار الضغط في منطقة العمل ، بما يتوافق مع معيار ISO 11553.
تكنولوجيا لحام الليزر ثلاثية الأبعاد تعيد تشكيل نظام التصنيع الحديث. عند إدخال المعدات ، يجب على الشركات اختيار حلول ناضجة معتمدة من قبل ISO 9001 و CE ، مع مراعاة حجم إنتاجها وخصائص المواد ومتطلبات العملية ، لتحقيق اختراقات مزدوجة في كفاءة الإنتاج وجودة المنتج.